

10 Router Bits Every Millwork Shop Needs
Table of Contents
- Quick Take: What to Buy First
- 1. Compression Spiral Bit
- 2. Surfacing / Spoilboard Cutter
- 3. Flush Trim Bit
- 4. Chamfer Bit
- 5. Roundover Bits in Multiple Radii
- 6. Cove and Architectural Profile Bits
- 7. V-Groove Bit
- 8. Mortising Bit
- 9. Rabbeting Bit
- 10. Ball Nose Bit
- Common Millwork Mistakes: Wrong Bit, Bad Result
- Upgrade Path: Starter to Pro
- Final Thoughts
- FAQs
Millwork is where rough material becomes finished architectural product.
Whether you’re producing trim, built-ins, wall panels, reception desks, doors, or custom installations, your router bits do more than remove material — they shape visible finished surfaces, determine fit, and directly impact installation quality.
In millwork, profile consistency, clean edges, repeatability, and finish-ready cuts matter just as much as speed. Tearout, chatter, uneven joinery, or inconsistent profiles don’t just waste material — they create sanding, rework, and installation problems.
That’s why the best millwork shops choose bits differently than general woodworking shops. The right tooling helps you move cleanly between sheet goods, MDF, hardwood, laminates, decorative profiles, and production workflows — whether you’re running handheld routers, router tables, or CNC machines.
Here are 10 router bits every serious millwork shop should have on hand.
Quick Take: What to Buy First
If you’re building a serious millwork bit collection, prioritize the bits that improve sheet processing, edge quality, joinery, and finish-ready precision first.
- First: Compression spiral bit for plywood, MDF, melamine, laminated panels, and clean sheet processing
- Second: Roundover bits in multiple radii for finish-grade edges on trim, shelves, built-ins, and visible surfaces
- Third: Rabbeting bit for casework, backs, panels, ledges, and repeatable joinery
- Fourth: Chamfer bit for crisp edges, bevels, modern profiles, and clean detail work
- Fifth: Flush trim bit or surfacing/spoilboard cutter, depending on whether your workflow leans more toward template/laminate work or CNC flattening
From there, build into architectural profiles, V-grooves, mortising, surfacing tools, and ball nose bits as your work becomes more decorative, CNC-driven, or specialized.

A compression spiral bit only “compresses” cleanly when the upcut portion [B1] passes completely through the material. The lower part of the bit pulls chips upward while the upper section pushes fibers downward — leaving clean edges on both faces. Choose a cut height [B] that allows the upcut section to reach the bottom face while the downcut portion still engages the top surface.
1. Compression Spiral Bit
Best for: Sheet goods, millwork panels, plywood, MDF, melamine, laminated materials
A compression spiral bit combines upcut and downcut geometry in one tool. The lower portion pulls chips upward, while the upper portion pushes the top veneer or surface layer downward. That helps produce clean edges on both the top and bottom faces of sheet goods.
For millwork shops, this matters because so much work starts with finished or semi-finished panels: plywood, MDF, melamine, laminate, veneered sheet goods, cabinet parts, wall panels, built-ins, and commercial fixture components. A compression bit helps reduce chipping, fuzzing, and edge cleanup before parts move to assembly, finishing, or installation.
If you do this → you need this bit
If you cut plywood, MDF, melamine, laminate, or veneered panels on a CNC router, you need a compression spiral bit.
How to choose the best one
- Match the cutting diameter to the material and part size. A 1/4" bit is useful for smaller parts and tighter inside corners. A 3/8" or 1/2" bit is better for faster cutting, larger panels, and production sheet processing.
- Check the cutting length. The cutting edge must be long enough to clear the full material thickness safely.
- Use the correct first-pass depth. A compression bit only works as intended when the cut reaches past the upcut section and into the compression geometry.
- Choose coated bits for production work. Coatings can help reduce heat and extend tool life, especially in abrasive sheet goods like MDF, melamine, and laminates.
Common mistake
Using a standard upcut bit on veneered plywood, melamine, or laminate and wondering why the top face chips. Upcut bits are great for chip evacuation, but they can lift and tear the top surface on finished panels.
If you do this → you need this bit
If you cut full sheets of plywood, MDF, melamine, or laminated panels on a CNC router, you need a compression spiral bit.
How to choose the best one
- Match the cutting diameter to the material and detail level. A 1/4" bit is useful for smaller parts and tighter inside corners. A 3/8" or 1/2" bit is better for faster cutting and larger panels.
- Check cutting length. The cutting edge must be long enough to clear the full material thickness.
- Use the correct first-pass depth. The compression zone only works properly when the cut gets past the upcut section and into the compression geometry.
- Choose coated bits for production work. Coatings can help reduce heat and extend tool life, especially in abrasive sheet goods.
Common mistake
Using a standard upcut bit on veneered plywood and wondering why the top face chips. Upcut bits are great for chip evacuation, but they can lift and tear the top veneer.
 Amana Tool RC-2255 3 Wing CNC Insert Carbide Spoilboard Bits come with 3 rotatable, replacable solid carbide blades for MDF.
Amana Tool RC-2255 3 Wing CNC Insert Carbide Spoilboard Bits come with 3 rotatable, replacable solid carbide blades for MDF.2. Surfacing / Spoilboard Cutter
Best for: CNC spoilboards, slab flattening, door blanks, large panels, wide surface flattening
A surfacing or spoilboard cutter is a large-diameter router bit designed to flatten broad surfaces quickly and evenly. In CNC environments, it keeps spoilboards flat for consistent cut depth. In millwork, it also plays a major role in flattening oversized panels, glued-up components, door blanks, countertops, and architectural parts that may be too large for standard planers.
For millwork shops, flatness directly impacts fit, profile consistency, hardware alignment, and installation quality. Whether you’re resurfacing an MDF spoilboard or leveling a reception desk panel, this tool helps create the stable, repeatable foundation millwork depends on.
If you do this → you need this bit
If your shop runs CNC equipment, flattens large panels, resurfaces spoilboards, or works with oversized millwork components, you need a surfacing/spoilboard cutter.
How to choose the best one
- Choose the largest diameter your machine can safely handle. Larger diameters flatten faster and leave fewer visible ridges.
- Consider insert tooling for production shops. Replaceable knives lower long-term costs and simplify maintenance.
- Match shank size to machine stability. Larger cutters often require 1/2" shanks for safety and rigidity.
- Use shallow passes. These tools are built for precision flattening, not aggressive stock removal.
Common mistake
Using surfacing cutters like roughing tools. Heavy passes increase chatter, strain, ridges, and poor finish quality.
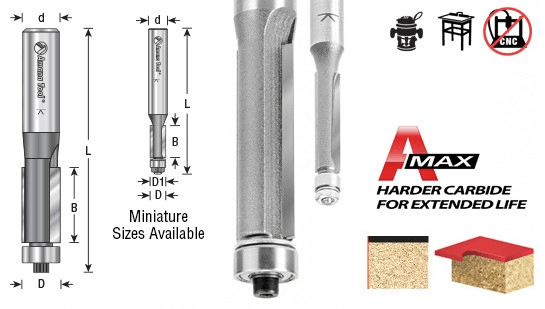 Amana 47104 Flush Trim Router Bits are excellent for both laminate work or for template and pattern work.
Amana 47104 Flush Trim Router Bits are excellent for both laminate work or for template and pattern work.3. Flush Trim Bit
Best for: Template routing, laminate trimming, panel matching, edge cleanup, scribing
A flush trim bit uses a bearing to follow a template or reference edge while trimming another surface perfectly to match. In millwork, this is essential for template-based repeatability, laminate flush trimming, matching duplicate parts, cleaning oversized panels, and fine-tuning built-ins or scribed installations.
Millwork often requires consistency across multiple identical parts — or precise fitting against real-world walls and jobsite conditions. A flush trim bit helps bridge shop precision with installation reality.
If you do this → you need this bit
If you use templates, trim laminates, duplicate parts, clean up oversized assemblies, or scribe built-ins for installation, you need a flush trim bit.
How to choose the best one
- Choose top-bearing or bottom-bearing based on workflow. Top-bearing bits are common for handheld routing; bottom-bearing bits are often useful on router tables.
- Use carbide for laminate and production work. Abrasive materials wear cheap bits quickly.
- Match cutting length to material thickness. Longer cuts improve flexibility for thicker assemblies.
- Prioritize bearing quality. A poor bearing can ruin finish quality fast.
Common mistake
Trying to remove too much material at once. Flush trim bits work best when they’re trimming, not hogging off large amounts of stock.
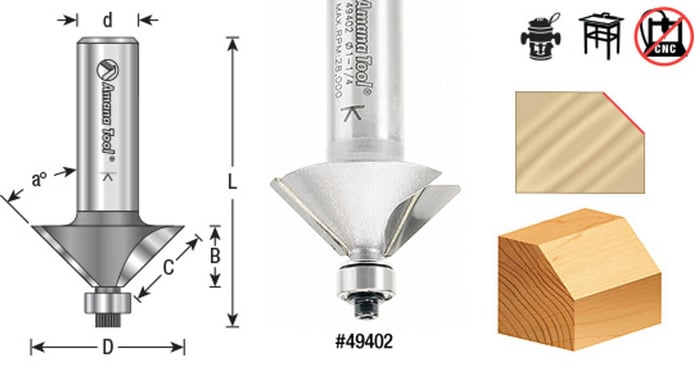 Amana Tool 49402 Carbide Tipped Chamfer Bits produce crisp, uniform edges at accurate angles for decorative effect or to form edge miter joints
Amana Tool 49402 Carbide Tipped Chamfer Bits produce crisp, uniform edges at accurate angles for decorative effect or to form edge miter joints4. Chamfer Bit
Best for: Beveled edges, crisp details, eased corners, decorative accents
A chamfer bit cuts clean angled edges that can range from subtle edge breaks to bold architectural bevels. In millwork, chamfers are especially useful for trim, built-ins, shelving, panel details, and modern commercial interiors where crisp geometry matters.
Compared to softer profiles like roundovers, chamfers often feel more intentional, contemporary, and design-driven — making them especially valuable in architectural applications.
If you do this → you need this bit
If you build trim, panels, doors, shelving, or visible millwork with clean beveled details, you need a chamfer bit.
How to choose the best one
- Choose the angle intentionally. 45° is common, but varying angles create different design aesthetics.
- Bearing-guided bits improve edge consistency. Especially useful for handheld and router table work.
- CNC chamfer tooling improves production repeatability. Ideal for repeated beveling on panels and parts.
- Take multiple light passes on hardwoods. This improves finish and reduces burning.
Common mistake
Overcutting depth in one pass. Deep chamfers can quickly become burned, uneven, or visually heavy.
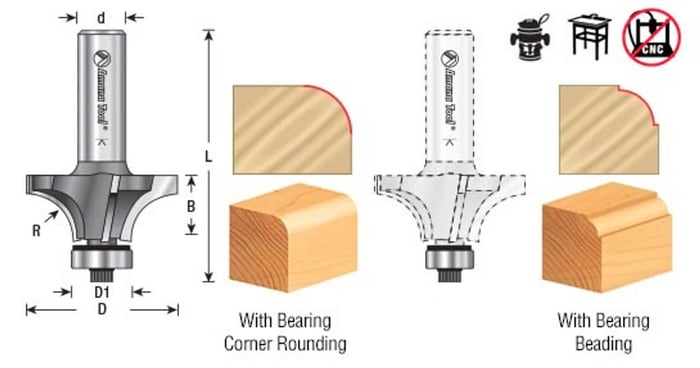
Amana Tool 49504 Carbide Tipped Corner Rounding Router Bit rounds an edge to a 1/4" radius.
5. Roundover Bits in Multiple Radii
Best for: Finished edges, trim, shelves, doors, counters, furniture, built-ins
Roundover bits soften sharp edges by cutting consistent radii, making them essential for finish-grade millwork. They improve comfort, durability, appearance, and paint or finish quality across visible surfaces.
Millwork shops benefit from multiple roundover sizes because trim, handrails, shelves, countertops, and built-ins all call for different edge aesthetics.
If you do this → you need this bit
If your shop finishes exposed edges on trim, cabinetry, shelving, built-ins, or architectural components, you need roundover bits in multiple radii.
How to choose the best one
- Start with core radii. 1/8", 1/4", and 3/8" cover many common millwork needs.
- Use smaller radii for subtle finish-grade edge breaks.
- Use larger radii for touch surfaces like counters or rails.
- Bearing-guided bits improve consistency.
Common mistake
Using one radius for everything. Millwork is visual — edge scale affects design quality.
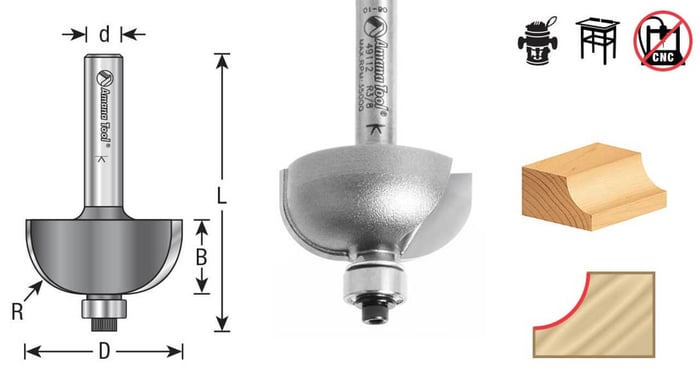 Use Amana Tool 49118 Carbide Tipped Cove Bits to detail the edges of casework, doors and drawers, posts and columns.
Use Amana Tool 49118 Carbide Tipped Cove Bits to detail the edges of casework, doors and drawers, posts and columns.6. Cove and Architectural Profile Bits
Best for: Decorative trim, moulding, panel details, shadow lines, custom profiles
This is where millwork often separates itself from general woodworking. Cove and profile bits create the decorative shapes, transitions, and visible design language that define architectural trim, moulding, and custom finish work.
For many millwork shops, these bits are less about material removal and more about creating finished visual identity.
If you do this → you need this bit
If you produce trim, mouldings, decorative panels, custom doors, or architectural details, you need cove and profile bits.
How to choose the best one
- Match profile shape to design style.
- Larger profiles may require router tables or shaper-like setups.
- Multiple light passes improve finish quality.
- Keep physical samples for design consistency.
Common mistake
Choosing profiles based only on photos. Sample cuts reveal scale, shadow, and finish better than product pages.
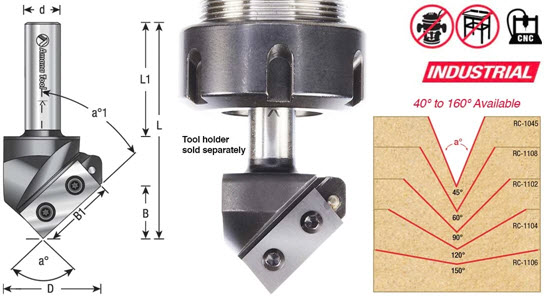 Amana Tool RC-1102 Insert V-Groove 90 Deg CNC Router Bits provide unique grinding angles to eliminate build up at the V point. Innovative CNC tool design with high grade solid carbide insert knife.
Amana Tool RC-1102 Insert V-Groove 90 Deg CNC Router Bits provide unique grinding angles to eliminate build up at the V point. Innovative CNC tool design with high grade solid carbide insert knife.7. V-Groove Bit
Best for: Decorative grooves, faux panel lines, wall panels, lettering, fluting, detail work
V-groove bits are especially useful in modern millwork because they bridge functional cutting with visual detailing. From slat walls and decorative panels to faux joinery lines and signage crossover, V-bits help shops create design-forward surfaces.
If you do this → you need this bit
If you produce decorative grooves, panel detailing, wall systems, or custom design accents, you need a V-groove bit.
How to choose the best one
- 60° for finer detail, 90° for wider grooves.
- Sharpness matters.
- Depth dramatically changes width.
- CNC improves repeatability.
Common mistake
Skipping test cuts. Minor depth changes create major visual differences.
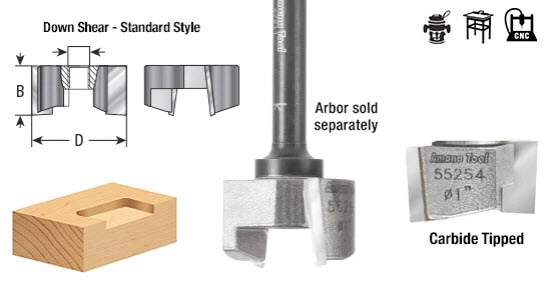
8. Mortising Bit
Best for: Hinge recesses, lock prep, hardware pockets, joinery, recesses
Millwork often includes installation hardware, doors, built-ins, and fitted assemblies. Mortising bits help produce repeatable recesses that improve fit, hardware seating, and professional installation.
If you do this → you need this bit
If you install hinges, hardware, locksets, or precision joinery, you need a mortising bit.
How to choose the best one
- Match diameter carefully.
- Bottom-cutting geometry matters.
- Templates or CNC improve repeatability.
- Check depth capacity.
Common mistake
Using rough straight bits for visible or precision recesses.
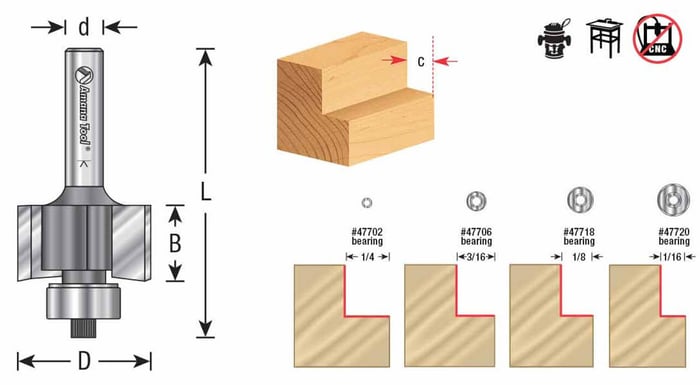 Amana Tool 49347 Multi-Rabbet Provides four different rabbet depths simply by switching ball-bearing guides.
Amana Tool 49347 Multi-Rabbet Provides four different rabbet depths simply by switching ball-bearing guides.9. Rabbeting Bit
Best for: Backs, panels, casework, ledges, joinery
Rabbeting bits are foundational millwork tools because they improve fit, repeatability, and assembly efficiency across casework, built-ins, trim assemblies, and architectural components.
If you do this → you need this bit
If you build casework, built-ins, panels, inset backs, or structural assemblies, you need a rabbeting bit.
How to choose the best one
- Multi-bearing sets improve versatility.
- 1/2" shanks improve stability.
- Match depth to material.
- Multiple passes improve finish.
Common mistake
Trying to remove too much stock in one pass.
 Amana Tool 46476 Solid Carbide Double Flute Down-Cut Ball Nose Spiral can be used for carving decorative doors and more. They leave an excellent finish and expel chips quickly.
Amana Tool 46476 Solid Carbide Double Flute Down-Cut Ball Nose Spiral can be used for carving decorative doors and more. They leave an excellent finish and expel chips quickly.10. Ball Nose Bit
Best for: 3D panels, textures, fluting, decorative surfaces
Ball nose bits are less universal than compression or rabbeting bits, but in modern decorative millwork they can unlock premium visual differentiation through fluted panels, sculpted textures, and CNC architectural surfaces.
If you do this → you need this bit
If your shop produces decorative wall systems, textured panels, or advanced CNC architectural work, you need a ball nose bit.
How to choose the best one
- Small diameters for detail.
- Larger diameters for broad textures.
- Stepover affects finish quality.
- Usually best as a finishing tool.
Common mistake
Using tiny finishing tools for full material removal.
Common Millwork Mistakes: Wrong Bit, Bad Result
Millwork mistakes are rarely random. Most come from mismatching the bit, material, machine, or finish expectation.
- Using the wrong bit for finished surfaces: A rough-cutting bit may remove material fast, but visible millwork demands cleaner edges, sharper profiles, and less sanding.
- Treating millwork like general woodworking: Millwork often prioritizes repeatability, fit, and install-ready consistency — not just “good enough” cuts.
- Ignoring profile scale: A roundover, chamfer, or cove that works on one component may look awkward or oversized on another.
- Using aggressive passes with profile bits: Heavy cuts increase chatter, burning, tearout, and poor finish quality.
- Skipping spoilboard or surfacing maintenance: Flatness affects part consistency, joinery, hardware alignment, and installation accuracy.
- Choosing tooling based only on speed: In millwork, finish quality and repeatability often matter more than raw material removal rate.
- Not test-cutting decorative profiles: Architectural details should be validated in real material before committing to production.
Upgrade Path: Starter to Pro
Starter Setup
If your shop is building its first serious millwork router bit collection, prioritize the tooling that covers the broadest range of finish-grade work:
- Compression spiral bit
- Roundover bits in 2–3 common radii
- Rabbeting bit
- Chamfer bit
- Flush trim bit
This setup covers sheet goods, edge finishing, joinery, templates, laminates, and core architectural workflows.
Growing Shop Setup
As your shop expands into CNC, built-ins, larger installations, and custom detailing, add:
- Surfacing / spoilboard cutter
- Mortising bit
- V-groove bit
- Cove and profile bits
- Additional roundover sizes
This stage improves repeatability, broadens design flexibility, and supports more production-oriented workflows.
Pro Millwork Setup
For advanced architectural millwork, premium interiors, and production-grade custom work, expand into:
- Insert surfacing and spoilboard systems
- Specialty architectural profile tooling
- Ball nose bits for decorative CNC surfaces
- Dedicated tooling for MDF, laminates, hardwoods, and specialty materials
- Workflow-specific bits for panel systems, fluting, wall features, and advanced joinery
At the pro level, tooling becomes less about owning “more bits” and more about building a system that matches your materials, finishes, machines, and installation standards.
Final Thoughts
A serious millwork shop does not simply cut wood — it produces finished architectural components that need to fit, install, and look right.
That means your router bit choices should reflect more than speed. Compression bits improve sheet processing. Roundovers, chamfers, and profiles define visible finish quality. Rabbeting and mortising improve fit and assembly. Flush trim bits bridge production and installation. Surfacing tools maintain consistency across machines and materials.
The right router bits help millwork shops move beyond rough fabrication into repeatable, finish-grade production.
Because in millwork, the final product is often what people actually see, touch, and judge.
Choose your bits accordingly.
FAQs
What router bit is most important for a millwork shop?
For most millwork shops, a compression spiral bit is one of the most important because it delivers cleaner cuts on plywood, MDF, melamine, and other sheet goods with less tearout on both faces.
What’s the difference between a spoilboard cutter and a surfacing bit?
A spoilboard cutter is primarily used to flatten CNC spoilboards for machine accuracy, while a surfacing bit is often used on actual workpieces like slabs, doors, and large panels to create a flat, even finish.
Do millwork shops need multiple roundover bit sizes?
Yes. Different projects require different edge profiles, and using multiple radii helps your shop match the right look for trim, shelving, countertops, furniture, or architectural details.
When should I use a compression bit instead of an upcut or downcut bit?
Use a compression bit when cutting through sheet goods where both the top and bottom edges need to stay clean, especially plywood, veneered panels, and melamine.
Are decorative bits like V-groove and ball nose bits necessary for every shop?
Not always. They become especially valuable for shops producing custom panels, signage, textured surfaces, architectural details, or decorative millwork beyond standard production work.

